











To choose high-quality Metal Stamping Parts, evaluate five areas in sequence: the supplier's certi...
업계 뉴스
Jun 19,2026
팔레트 피트 및 네스팅 플러그는 어떻게 적재 가능성을 향상합니까?
팔레트 피트 및 네스팅 플러그 스택 가능성을 향상시킵니다. 쌓인 팔레트 사이에 정밀한 기계적 인터록 생성 이는 측면 이동을 방지하고, 각 추가 팔레트의 수직 증분을 제어하며, 정의된 접점 전체에 압축 하중을 고르게 분산시킵니다. 그 결과 구조적으로 안정적이고 공간 효율적이며 안전하게 취급할 수 있는 스태킹 시스템이 탄생했습니다. 이러한 구성 요소가 없는 플랫 시트 팔레트는 자체적으로 안정적으로 달성할 수 없는 품질입니다.
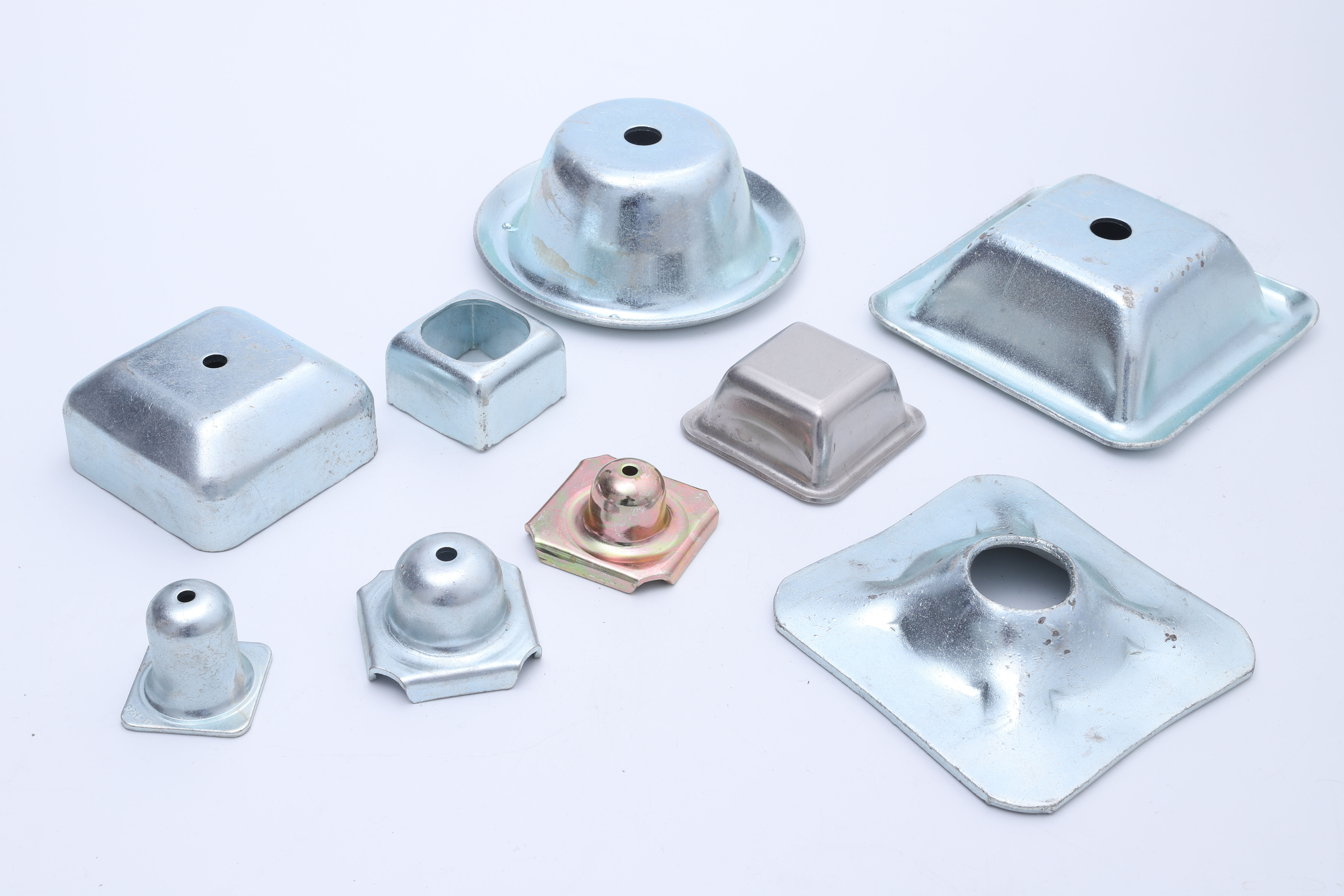
에 닝보 Dasheng 금속 제품 유한 공사 , 정밀 금속 스탬핑, 딥 드로잉 및 용접 공정을 통해 팔레트 피트 및 네스팅 플러그를 제조합니다. 이러한 부품 생산에 당사가 직접 참여함으로써 치수 정확도와 재료 품질이 실제 적층 성능으로 어떻게 변환되는지 자세히 이해할 수 있습니다. 다음 기사에서는 이 두 구성 요소가 함께 작동하여 팔레트 적재를 신뢰할 수 없는 수동 작업에서 제어되고 반복 가능하며 측정 가능한 작업으로 변환하는 방법에 대한 모든 측면을 검토합니다.
네스팅 플러그가 팔레트를 정렬에 고정하는 방법의 메커니즘
팔레트 피트와 네스팅 플러그의 스택 가능성을 향상시키는 기본 메커니즘은 플러그-투-풋 결합입니다. 빈 팔레트가 다른 팔레트 위에 놓이면 상단 팔레트 아래쪽에서 튀어나온 네스팅 플러그가 하단 팔레트의 발 상단에 있는 열린 구멍으로 내려갑니다. 이 맞물림은 세 가지 작업을 동시에 수행합니다. 위쪽 팔레트를 아래쪽 팔레트와 정확히 수평으로 정렬하고, 위쪽 팔레트가 아래쪽 팔레트로 하강할 수 있는 거리를 제한하며(중첩 증분 제어), 스택이 이동하거나 기울어지게 하는 측면 힘에 저항합니다.
중첩 플러그가 없으면 쌓인 팔레트가 서로 기계적으로 연결되지 않습니다. 그들은 제자리를 유지하기 위해 전적으로 중력과 마찰에 의존합니다. 매끄러운 창고 바닥, 지게차 취급 중 또는 이동 차량에서는 마찰만으로는 이동을 방지할 수 없습니다. 서로 맞물리는 구성 요소가 없는 10개의 팔레트 스택은 적당한 측면 가속도에서 측면으로 수 센티미터만큼 이동할 수 있습니다. 이는 스택이 넘어지거나 한 단위로 들어올리기에 안전하지 않을 만큼 충분합니다.
플러그 형상과 스택 정밀도에 미치는 영향
네스팅 플러그의 형상(테이퍼 각도, 외경, 벽 두께 및 높이)에 따라 위쪽 팔레트가 아래쪽 팔레트에 비해 얼마나 정확하게 안착되는지, 그리고 맞물린 스택 내에서 측면 유격이 얼마나 많이 존재하는지가 결정됩니다. 넉넉한 입구 테이퍼가 있는 플러그(일반적으로 구배 각도 3° ~ 7° )은 배치가 완벽하게 중앙에 있지 않은 경우에도 팔레트를 위치로 안내하는 반면, 맞물림 바닥의 더 단단한 맞춤은 자동화 처리 시스템에 필요한 정밀한 정렬을 제공합니다. 엄격한 치수 공차로 제조된 정밀 스탬프 플러그는 ±1mm 이내의 위치 반복성 - 로봇 시스템이나 자동 가이드 차량으로 처리되는 팔레트에 필수적입니다.
중첩 증분 제어: 실제로 절약되는 공간
팔레트 피트와 네스팅 플러그의 스택 가능성을 향상시키는 가장 정량화 가능한 방법 중 하나는 제어되고 예측 가능한 네스팅 증분(각 연속 팔레트에 의해 스택에 추가되는 추가 수직 높이)을 활성화하는 것입니다. 이 증분은 팔레트 풋의 총 높이와 네스팅 플러그가 팔레트 풋 내부에 맞물리는 깊이 사이의 차이에 의해 결정됩니다.
잘 설계된 네스팅 시스템은 일반적으로 다음과 같은 네스팅 증분을 달성합니다. 팔레트당 30~60mm . 이에 비해 총 높이가 약 145mm인 기존의 나무 블록 팔레트는 추가 장치마다 스택에 전체 145mm를 추가합니다. 왜냐하면 중첩 기능이 전혀 없기 때문입니다. 공간 절약 효과는 매우 큽니다.
| 팔레트 수 | 기존 팔레트 스택 높이(각각 145mm) | 네스터블 팔레트 스택 높이(40mm 증분) | 공간 절약 |
|---|---|---|---|
| 5 | 725mm | 310mm | 57% |
| 10 | 1,450mm | 510mm | 65% |
| 20 | 2,900mm | 910mm | 69% |
| 50 | 7,250mm | 2,110mm | 71% |
표에서 볼 수 있듯이, 하단 팔레트의 고정 베이스 높이가 전체 스택 높이에서 더 작은 비율이 되기 때문에 더 많은 팔레트를 쌓을수록 공간 절약 이점이 커집니다. 50개의 팔레트에서 40mm 증분의 네스팅 시스템은 공간의 30% 기존 팔레트에 필요한 변화 - 창고에 저장할 수 있는 빈 팔레트 수, 반환 트럭에 적재할 수 있는 팔레트 수, 팔레트 풀을 얼마나 효율적으로 관리할 수 있는지에 직접적인 영향을 미치는 변화입니다.
정확한 중첩 증분 제어가 중요한 이유
일관된 네스팅 증분 제어는 팔레트 피트와 네스팅 플러그가 정확한 치수 사양에 따라 제조된 경우에만 가능합니다. 품질 관리가 충분하지 않은 구성품을 생산할 때와 같이 팔레트 전체에서 발 높이가 수 밀리미터씩 달라지는 경우 배열 증가를 예측할 수 없게 됩니다. 일부 팔레트는 의도한 것보다 더 깊게 중첩되어 잠재적으로 팔레트 데크가 아래에 적재된 팔레트에 있는 상품에 닿아 손상될 수 있습니다. 플러그가 발 구멍에 제대로 맞물리지 않으면 다른 것들은 전혀 중첩되지 않습니다. 전체 구성 요소의 치수 일관성은 안정적인 스택 가능성의 기초입니다.
적층 시 하중분포 및 구조적 안정성
적재성은 팔레트가 얼마나 콤팩트하게 배열되는지에 관한 것뿐만 아니라 상품을 쌓을 때 얼마나 안전하고 안정적으로 하중을 견딜 수 있는지에 관한 것입니다. 팔레트 피트는 쌓인 팔레트 사이와 바닥에 압축력이 전달되는 위치를 정확하게 정의함으로써 중심 역할을 합니다. 적재된 팔레트를 운반하는 다중 팔레트 스택에서 각 상단 팔레트의 발은 발 사이의 데크 표면이 아닌 아래 팔레트의 구조 요소에 직접 부하를 전달해야 합니다. 대부분의 팔레트 설계에서는 위에서 압축 하중을 전달하도록 설계되지 않았습니다.
정밀하게 배치된 피트는 다음을 보장합니다. 하중 전달이 올바른 지점에서 발생합니다. 모든 스태킹 구성에서. 발이 팔레트의 모서리와 가장자리에 일관되게 배치되면(제조 공차가 제어된 잘 설계된 시스템에 있음) 적재된 스택의 각 레벨은 그 아래 발로 형성된 구조 기둥에 의해 지지됩니다. 이 기둥 모양의 하중 경로는 기계적으로 효율적이며 하중이 지지되지 않는 영역으로 전달될 때 발생하는 팔레트 데크의 굽힘 및 휘어짐을 방지합니다.
스택 붕괴 방지를 위한 중첩 플러그의 역할
모퉁이를 도는 차량, 급격하게 감속하는 지게차 또는 창고 내 지진 활동으로 인해 적재된 팔레트 스택이 수평 힘을 받을 때 스택이 기울어지고 잠재적으로 넘어지는 경향이 있습니다. 팔레트 다리에 확실히 맞물리는 네스팅 플러그는 인접한 팔레트 사이의 전단 커넥터 역할을 하여 이러한 경향을 방지합니다. 플러그가 발 구멍의 내벽과 접촉하면 측면 힘이 두 구성 요소 사이의 압축 및 인장 상호 작용으로 변환되어 팔레트가 서로에 대해 미끄러지는 것을 허용하지 않고 에너지를 소산시킵니다.
단일 플러그-풋 결합으로 제공되는 전단 저항은 두 구성 요소의 벽 두께, 결합 깊이 및 각 부품의 재료 특성에 따라 달라집니다. 강철 풋 캐비티에 맞물리는 프레스 강철 플러그는 플라스틱 풋에 있는 플라스틱 플러그보다 훨씬 더 큰 전단 저항을 제공합니다. 이는 불완전한 노면에서 트럭으로 쌓인 팔레트를 장거리 운송하는 작업에서 중요한 고려 사항입니다.
발 높이 균일성이 스택 레벨에 미치는 영향
팔레트 스택은 이를 지지하는 발만큼만 수평입니다. 단일 팔레트의 4개 이상의 피트 높이가 몇 밀리미터라도 다른 경우 팔레트 데크는 그 아래 팔레트에 수평으로 안착되지 않습니다. 이 기울기는 스택에 팔레트가 추가될 때마다 누적됩니다. 팔레트당 높이 변화는 2mm입니다. 20mm 린 이는 10개의 팔레트 스택에 걸쳐 상단 팔레트를 눈에 띄게 불안정하게 만들고 잠재적으로 지게차로 한 단위로 들어 올리기에 안전하지 않게 만들기에 충분합니다.
팔레트 전체에 걸쳐 발 높이 균일성을 제어하려면 일반적으로 엄격한 높이 공차로 부품을 생산할 수 있는 제조 공정이 필요합니다. ±0.5mm 이상 정밀 응용 분야용. 에 닝보 Dasheng 금속 제품 유한 공사 , 우리의 딥 드로잉 및 스탬핑 작업은 일관된 재료 흐름과 성형 깊이를 유지하는 툴링을 사용하여 수행되므로 생산 실행에서 생산되는 모든 발이 필수 공차 내에서 지정된 높이를 충족하도록 보장됩니다. 이러한 일관성은 최종 라인 검사에만 의존하기보다는 공정 내 품질 검사를 통해 검증됩니다.
발 형상과 레벨 접촉에 미치는 영향
높이 외에도 발 바닥 접촉 표면의 평탄도와 직각도도 스택 레벨에 영향을 미칩니다. 바닥이 휘거나 평평하지 않은 발은 안정적이고 균일한 접촉이 이루어지기보다는 아래 표면에서 흔들리게 됩니다. 하중이 가해질 때 이러한 흔들림 현상은 접촉 영역의 가장자리에 응력 집중을 생성하여 마모를 가속화하고 시간이 지남에 따라 발 변형 위험을 증가시킵니다. 지정된 한계 내에서 접촉 표면의 평탄도를 제어하는 다이로 제작된 정밀하게 형성된 금속 피트는 모든 발이 안정적으로 안착되고 전체 베이스 영역에 걸쳐 균일하게 하중을 전달하도록 하여 이 문제를 제거합니다.
다양한 팔레트 풋 구성 전반에 걸친 적재 성능
모든 팔레트 풋 구성이 동일한 적재 성능을 제공하는 것은 아닙니다. 피트 수, 배치 패턴, 개별 형상 및 팔레트당 결합된 네스팅 플러그 수는 모두 실제 작동 조건에서 시스템이 작동하는 방식에 영향을 미칩니다. 공통 구성 간의 장단점을 이해하면 특정 애플리케이션에 적합한 설계를 지정하는 데 도움이 됩니다.
| 발 구성 | 피트 수 | 스택 안정성 | 중첩 증분 | 일반적인 응용 |
|---|---|---|---|---|
| 4코너 | 4 | 좋음 | 낮음(30~40mm) | 경하중, 소매유통 |
| 6점(모서리 4개, 중앙 모서리 2개) | 6 | 아주 좋음 | 35~50mm | 표준 산업, 식품 서비스 |
| 9포인트(3×3 그리드) | 9 | 우수 | 40~60mm | 무거운 하중, 자동차, 랙킹 |
| 러너/연속 레일 | 레일 2~3개 | 좋음 (directional) | 50~70mm | 컨베이어 시스템, 콜드체인 |
9포인트 구성은 팔레트당 연동 플러그-풋 맞물림 수를 최대화하고, 가장 많은 수의 접점에 하중을 분산시키며, 피트 사이의 데크 편향을 최소화하므로 전체적으로 최고의 스택 가능성을 제공합니다. 그러나 스태킹 간격에 더 많은 발 재료를 수용해야 하기 때문에 4코너 시스템보다 네스팅 증가율이 약간 더 높아집니다. 특정 작업에 대한 최적의 구성은 적재 용량 요구 사항, 중첩 효율성 목표 및 처리 장비의 치수 제약 간의 균형에 따라 달라집니다.
재료 선택과 시간 경과에 따른 적층 성능에 미치는 영향
팔레트 피트와 네스팅 플러그를 통해 제공되는 적층 가능성 향상은 구성 요소가 반복적인 로드 사이클에서 기하학적 구조를 유지하는 재료로 제조된 경우에만 팔레트 수명 동안 지속됩니다. 크리프, 피로 균열, 부식 또는 열 변형과 같은 재료 품질 저하로 인해 적층 가능성이 좌우되는 연동 정밀도가 점차적으로 약화되는 방식으로 피트와 플러그의 치수 특성이 변경됩니다.
- 프레스 스틸 피트 크리프 없이 지속적인 압축 하중 하에서 형상을 유지하고 파손 없이 충격에 저항하며 -40°C ~ 300°C의 온도 범위에서 일관되게 작동합니다. 수백 번의 하중 주기에 대한 치수 안정성은 일반적인 발 소재 중 가장 높습니다.
- 스테인레스 스틸 다리 습식, 식품 등급 또는 화학적 환경에서 내식성을 추가하여 압축 탄소강과 동일한 기계적 안정성을 제공합니다. 반복적인 세척 주기를 통해 팔레트 적재성을 유지해야 하는 경우 선호되는 선택입니다.
- 고밀도 폴리에틸렌(HDPE) 피트 가벼운 하중부터 중간 하중까지 적절한 적층성을 제공하지만 특히 높은 온도에서 지속적인 압축 응력 하에서 크리프에 취약합니다. 시간이 지남에 따라 적재된 스택으로 인해 HDPE 발이 영구적으로 압축되어 발 높이가 줄어들고 중첩 증가분이 변경될 수 있습니다.
- 폴리프로필렌 다리 HDPE보다 가볍고 비용이 저렴하지만 충격 저항이 감소하고 영하의 온도에서 취성 파괴에 대한 민감성이 더 높습니다. 콜드 체인 환경에서 폴리프로필렌 발은 팔레트를 떨어뜨리거나 거칠게 취급할 때 발생하는 충격 하중으로 인해 갈라져 연동 기능이 완전히 사라질 수 있습니다.
- 알루미늄 합금 피트 낮은 중량과 우수한 치수 안정성 및 내식성을 결합하여 항공 화물 또는 고주파수 수동 취급 작업과 같이 팔레트 중량이 중요한 제약이 되는 응용 분야에 적합합니다.
스택 가능성을 안정적으로 유지해야 하는 작업의 경우 100개 이상의 팔레트 주기 , 프레스 또는 스테인레스 스틸 다리가 가장 신뢰할 수 있는 선택입니다. 크리프, 충격 및 온도 변화에 대한 저항성은 제조 시 확립된 치수 정밀도가 부품의 서비스 수명 전반에 걸쳐 유지되도록 보장합니다.
자동 창고 환경의 스택 가능성
수동으로 운영되는 창고에서는 작업자가 팔레트 위치를 조정하여 약간의 스택 정렬 불량을 수정할 수 있습니다. 로봇 스태커, 자동 가이드 차량(AGV), 컨베이어 공급 자동 보관 및 검색 시스템(AS/RS)이 사람의 개입 없이 팔레트를 처리하는 자동화된 환경에서는 수정 메커니즘이 없습니다. 지정된 치수 범위 내에 중첩되지 않는 팔레트는 용지 걸림, 센서 오류 또는 전체 작업을 중단시키는 시스템 중단을 유발합니다.
이것이 바로 자동화 물류 사업자가 지정하는 이유입니다. 팔레트 피트 및 네스팅 플러그에 대한 공차가 매우 엄격함 - 수동 취급 응용 분야에 사용되는 표준 공차보다 더 엄격한 경우가 많습니다. 자동화 시스템의 일반적인 요구 사항은 다음과 같습니다.
- 발 높이 공차: 단일 팔레트의 모든 피트와 전체 팔레트에 걸쳐 ±0.5mm.
- 중첩 플러그 직경 공차: ±0.3mm로 일관된 결합 깊이와 측면 변위에 대한 저항을 보장합니다.
- 발 위치 공차: 로봇 선택 지점 및 센서 감지 영역과 정렬하기 위해 팔레트 데크의 지정된 위치에서 ±1mm입니다.
- 스택 높이 반복성: AS/RS 시스템이 주기 간 재보정 없이 포크를 정확하게 배치할 수 있도록 중첩된 스택의 전체 높이는 팔레트당 ±2mm 이내로 예측 가능해야 합니다.
- 측면 변위 저항: 중첩된 스택은 상단 팔레트가 아래 팔레트에 비해 2mm 이상 이동하지 않고 최소 200N의 측면 변위력을 견뎌야 합니다.
대규모 생산 과정에서 이러한 사양을 일관되게 달성하려면 정밀 제조 역량이 필요합니다. 닝보 Dasheng 금속 제품 유한 공사 우리가 생산하는 모든 구성 요소에 가져옵니다. 당사의 스탬핑 및 딥 드로잉 툴링은 각 고객 사양의 치수 요구 사항에 맞게 설계 및 유지 관리되며, 당사의 품질 검증 프로세스는 당사 시설을 떠나는 모든 구성 요소가 자동화된 물류 환경의 까다로운 요구 사항을 포함하여 의도된 응용 분야에 필요한 공차를 충족하는지 확인합니다.
네스팅 플러그 설계가 디스태킹의 용이성에 미치는 영향
스택 가능성 개선은 개별 팔레트가 필요할 때 스택을 쉽고 안정적으로 분리할 수 있는 경우에만 실질적으로 유용합니다. 너무 단단히 결합되어 분리하는 데 과도한 힘이 필요한 네스팅 플러그는 작동 문제를 야기합니다. 즉, 스택 해제 시간이 증가하고, 분리 중 팔레트 손상 위험이 높아지며, 자동화된 스택 제거 장치가 팔레트 데크를 손상시키지 않고 필요한 리프팅 힘을 생성하기가 어렵습니다.
성능이 뛰어난 네스팅 플러그의 설계는 세 가지 경쟁 요구 사항의 균형을 유지합니다.
- 측면 변위에 저항할 수 있는 충분한 맞물림 운송 및 취급 중에 경험하는 힘에 따라 일반적으로 최소 15~25mm의 결합 깊이가 필요합니다.
- 플러그와 풋 내벽 사이의 간격 제어 — 묶음 없이 원활하게 결합 및 분리될 수 있을 만큼 충분합니다. 일반적으로 용도에 따라 반경 방향 여유 공간은 0.5~2mm입니다.
- 플러그 외부의 구배 각도 — 쌓는 동안 플러그를 발 구멍으로 유도하고 깊은 구멍의 평행벽 플러그에서 발생할 수 있는 흡입 효과 없이 깔끔한 분리를 촉진하는 약간의 테이퍼(3°-7°)입니다.
이러한 균형을 제대로 맞추려면 사려 깊은 설계와 정밀한 제조가 모두 필요합니다. 벽 두께가 일정하지 않거나 단면이 둥글지 않은 플러그는 예측할 수 없는 동작을 합니다. 즉, 일부 방향에서는 바인딩되고 다른 방향에서는 느슨하게 끼워집니다. 제어된 성형 매개변수를 사용하여 일정한 두께의 판금으로 생산된 정밀 스탬프 및 딥 드로잉 플러그는 이러한 변동성을 제거하고 전체 팔레트의 모든 팔레트에서 동일한 결합 및 분리 동작을 제공합니다.
팔레트 함대 관리에 대한 스태킹의 영향
향상된 적재 가능성은 팔레트 스택의 물리적 크기에 영향을 미칠 뿐만 아니라 전체 공급망에 걸친 팔레트 관리 효율성에 직접적이고 측정 가능한 영향을 미칩니다. 빈 팔레트를 보다 콤팩트하고 안정적으로 쌓을 수 있는 작업은 팔레트를 저장, 계산, 운송 또는 회수해야 하는 물류 주기의 모든 지점에서 이점을 얻습니다.
발송 및 수령 지점의 저장 용량
에 dispatch docks, distribution centers, and manufacturing facilities, empty pallets awaiting loading occupy floor space that could otherwise be used for productive storage. A nestable pallet system that reduces stack height by 65~70% 기존 팔레트에 비해 동일한 바닥 면적에 3~4배 더 많은 빈 팔레트를 수용할 수 있습니다. 이는 팔레트 보충 실행 빈도와 개별적으로 저장된 대량의 단위 관리와 관련된 노동력을 직접적으로 줄여줍니다.
반품 운송 효율성
반품 물류(빈 팔레트를 공급망을 통해 다시 이동)는 팔레트 용량에 따라 직접적으로 확장되는 비용 센터입니다. 내부 높이가 2,700mm인 표준 트레일러는 수용할 수 있습니다. 각각 145mm로 쌓인 18개의 기존 팔레트 . 40mm 증분 및 150mm 기본 높이의 네스팅 시스템을 통해 동일한 트레일러를 운반할 수 있습니다. 약 64개 팔레트 동일한 수직 공간에서 — 하중이 3배 이상 증가합니다. 이러한 왕복 운송 여행의 감소는 적재 효율성 향상에 정비례하여 연료비, 운전 시간 및 탄소 배출을 줄입니다.
팔레트 주기당 취급 작업 감소
중첩 가능한 스택은 구조적으로 안정적이고 개별 팔레트가 이동할 위험 없이 단일 장치로 처리할 수 있기 때문에 지게차 운전자는 단일 리프트로 더 많은 양의 빈 팔레트를 이동할 수 있습니다. 20개의 중첩 가능한 팔레트로 구성된 안정적인 스택을 하나의 단위로 이동할 수 있습니다. 연동되지 않은 20개의 기존 팔레트는 여러 번의 개별 이동이나 특수 장비의 사용이 필요합니다. 이러한 개별 취급 작업의 감소로 노동 시간, 지게차 마모 및 취급 관련 사고 위험이 줄어듭니다.
최적의 스택 가능성을 정의하기 위한 주요 사양
새로운 팔레트 피트 및 네스팅 플러그를 지정하거나 기존 구성 요소의 스택 성능을 평가하는 작업의 경우 다음 매개변수를 정의하고 확인하는 것이 가장 중요합니다.
- 대상 중첩 증분: 사용 가능한 보관 및 운송 공간과 각 스택에 예상되는 팔레트 수를 기준으로 중첩된 팔레트당 허용 가능한 최대 수직 높이 추가를 정의합니다.
- 발 높이 및 허용 오차: 적절한 지게차 진입 여유 공간(최소 95mm)을 제공하는 데 필요한 공칭 발 높이와 단일 팔레트의 모든 발에 걸쳐 허용되는 최대 높이 변화(일반적으로 정밀 응용 분야의 경우 ±0.5mm)를 지정합니다.
- 플러그 결합 깊이: 수동 또는 자동 디스태킹에 허용되는 분리 힘과 균형을 이루는 필요한 측면 변위 저항을 제공하기 위해 네스팅 플러그가 발 구멍에 맞물려야 하는 깊이를 정의합니다.
- 플러그-풋 반경방향 클리어런스: 위치 잠금 장치의 견고함과 결합 용이성의 균형을 유지하면서 네스팅 플러그의 외벽과 발 구멍의 내벽 사이의 간격을 지정합니다.
- 측면 변위 저항: 의도한 차량 유형으로 운송하는 동안 경험하는 동적 힘을 기반으로 중첩된 스택이 이동하지 않고 저항해야 하는 최소 측면 힘을 정의합니다.
- 재료 및 표면 처리: 부하 요구 사항, 온도 범위, 부식 노출 및 구성 요소가 치수 사양을 유지해야 하는 주기 수를 기준으로 풋 및 플러그 재료를 선택하십시오.
- 구성 및 개수: 구성 비교 데이터를 시작 참조로 사용하여 팔레트의 적재 용량 요구 사항과 배열 증분 목표를 기반으로 피트 수와 배치 패턴을 결정합니다.
에 닝보 Dasheng 금속 제품 유한 공사 , 당사의 숙련된 엔지니어링 팀은 사양 단계부터 생산 및 납품에 이르기까지 고객과 협력하여 스택 성능을 관리하는 모든 매개변수가 올바르게 정의되고 안정적으로 달성되도록 보장합니다. 최적의 재료 선택 및 툴링 설계부터 완제품 부품 제조 및 치수 적합성 검증에 이르기까지 고품질 팔레트 피트 및 네스팅 플러그에 필요한 기술 전문 지식과 제조 정밀도를 제공합니다.
관련 제품
문의 보내기
필요할 때 주저하지 말고 연락주세요!
귀하가 당사의 파트너가 되기를 원하거나 제품 선택 및 문제 해결에 대한 전문적인 지도나 지원이 필요한 경우 당사 전문가는 전 세계적으로 12시간 이내에 항상 도움을 드릴 준비가 되어 있습니다.
문의하기Phone:+86 139-5824-9488
FAX :+86 574-86150176
E-mail: [email protected] [email protected]
Address: 중국 절강성 닝보 시앙산 청동 공업 지대 Zhichuangzhizao Park 19 빌딩 2호
Metal Stamping Parts improve production efficiency through four interconnected mechanisms: they co...
Metal Stamping Parts play a foundational role in modern manufacturing by converting flat metal she...
이동하는
